to meshsolutions
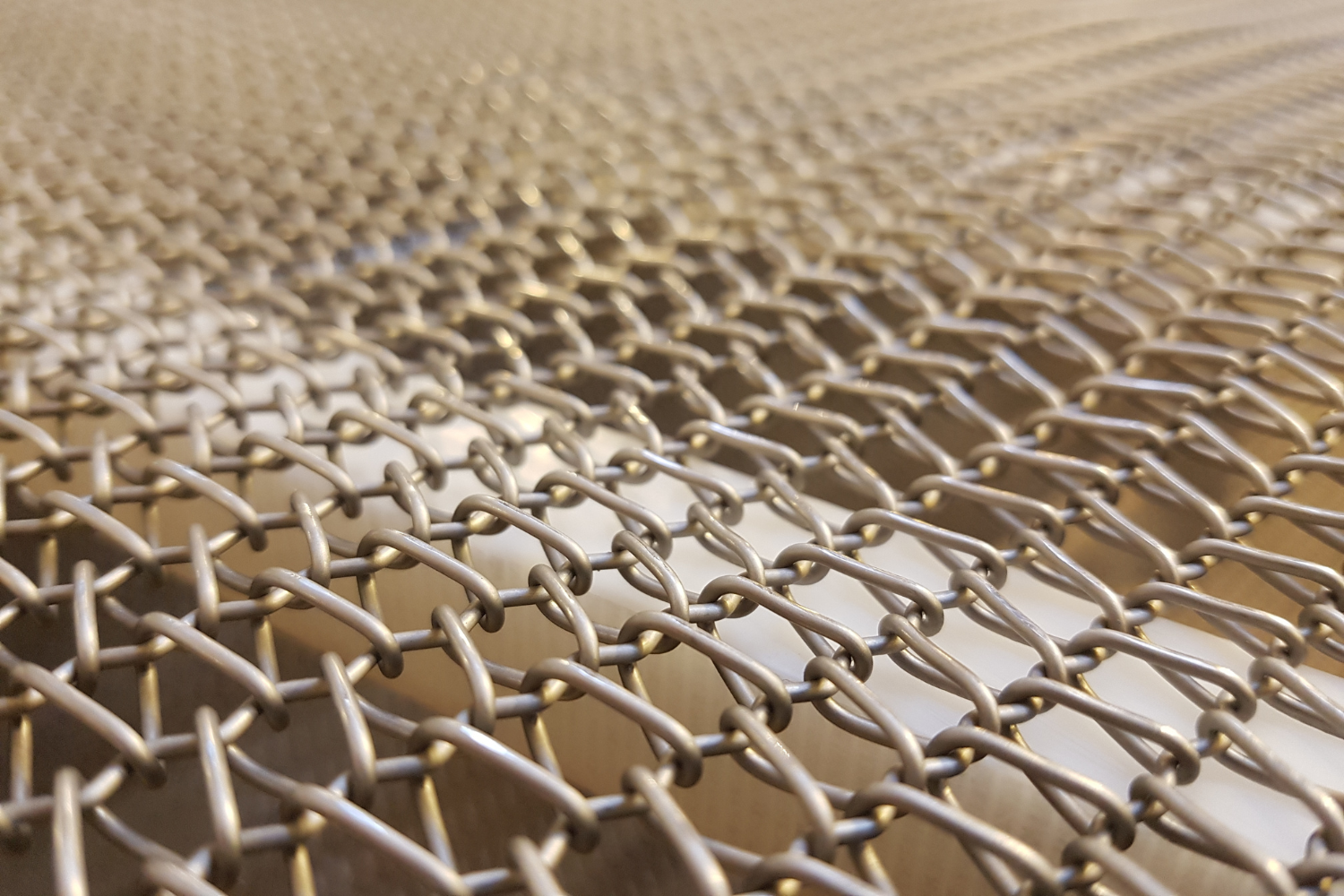
Mesh conveyor belts play a crucial role in diverse industrial applications, offering a versatile and efficient means of material transportation. Constructed from interlinked metal wires, these belts feature an open mesh design, allowing for optimal air and liquid flow.
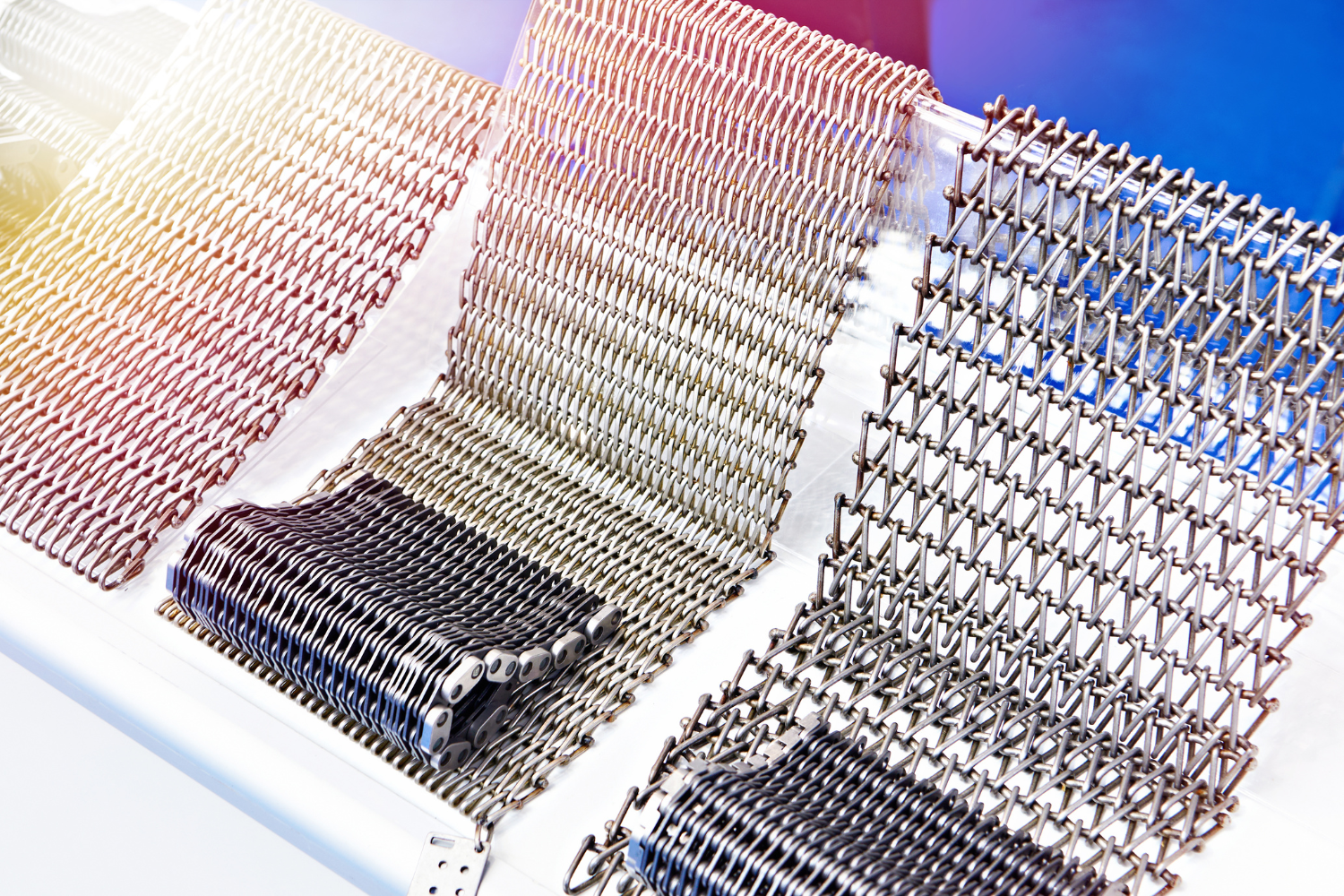
One of the notable advantages of mesh conveyor belts is their adaptability to various environments, making them suitable for industries such as food processing, automotive, electronics and packaging.
In the food industry, these belts are widely employed for baking, cooking, cooling, and freezing processes, ensuring consistent product quality.
The pharmaceutical sector benefits from their use in drying and sterilization operations.
Within the automotive and electronics sectors, mesh conveyor belts find applications in heat treatment processes, painting lines, and assembly lines.
Additionally, mesh conveyor belts are employed in industries where a high level of air or water circulation is required, making them suitable for applications like washing, baking, and coating.
Their durability, open mesh design, easy maintenance and customization options make mesh conveyor belts an indispensable component in modern manufacturing processes, enhancing efficiency across a spectrum of industries.